
INVESTMENT CASTING PROCESS
INVESTMENT CASTING PROCESS
When it comes to investment casting of metal parts manufacturing factors such as design requirements, cost, and feasibility to manufacture dictate which casting process is most suitable to manufacture a product.
Tooling and Pattern Making
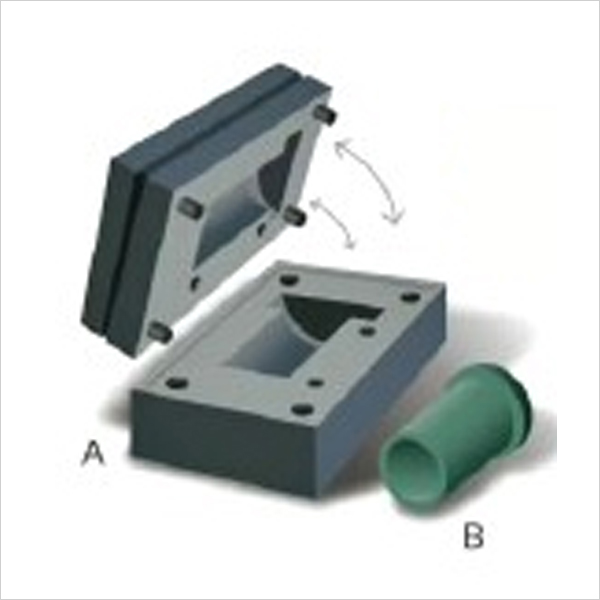
A tool is built to customer provided specifications (A). Cold wax is then injected into the tool to create a wax pattern / prototype (B) that will hold precise dimensional requirements in the final casting.

Pattern Assembly
The wax patterns are assembled into the sprue.

Dipping and Coating
successive layers of ceramic (A) and stucco (B) are applied to the sprue assembly to form a hard shell.

Dewaxing and Firing
The molds are flash-fired to remove the wax and sprue materials and then heated to 1050°c and placed on a sand bed, ready for pouring.

Casting
Molten metal, up to 1700°c, is poured into the hollow mold and then cooled.

Knockout
The ceramic shell is broken off, and the individual casting are cut away.